スクリーンマスク オプション一覧
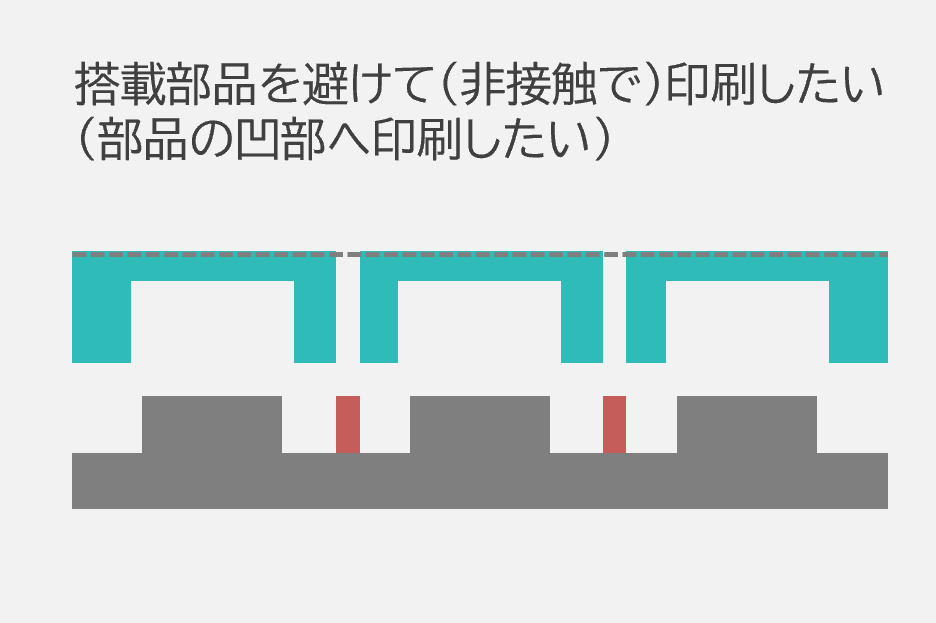
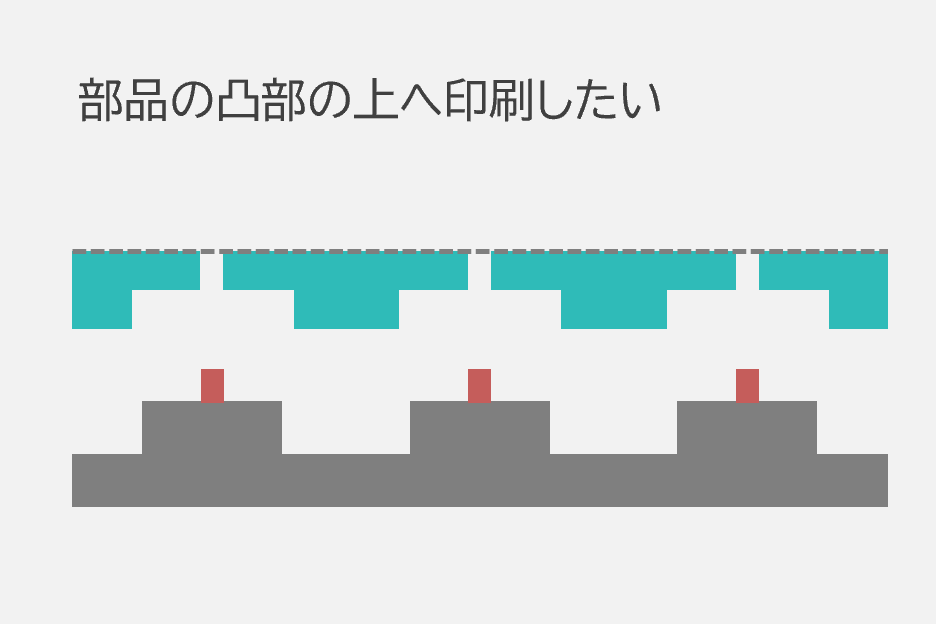
段堀加工
スクリーンマスクのプリント面(印刷物接触面)の感光材の厚みを部分的に変えることで、これまで困難であった印刷が可能になります。
耐水・酸/アルカリ耐性特殊加工
感光材の耐水性を向上させます。
併せて、酸性・アルカリ性のインク・ペーストへの耐性も付与します。
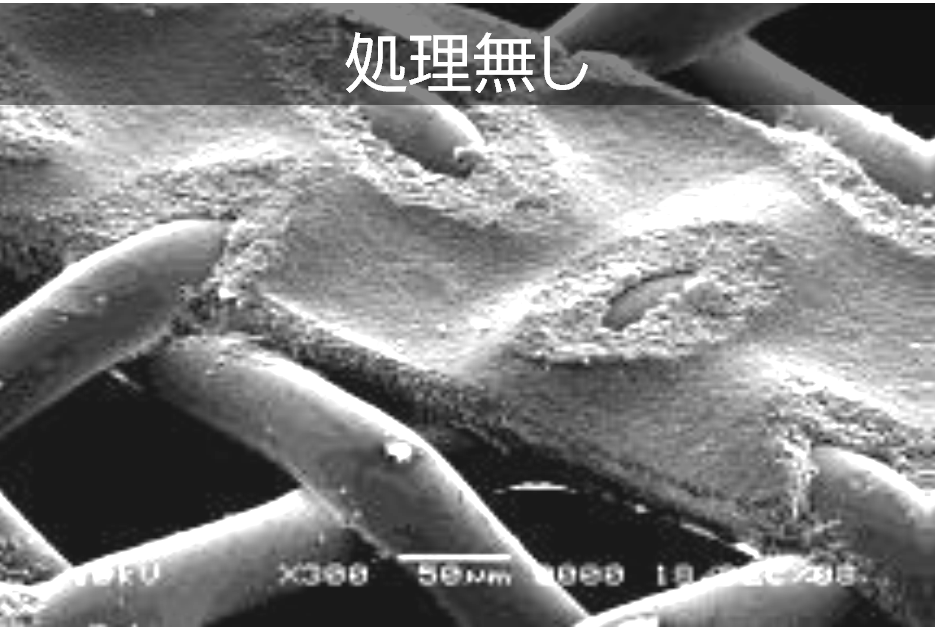
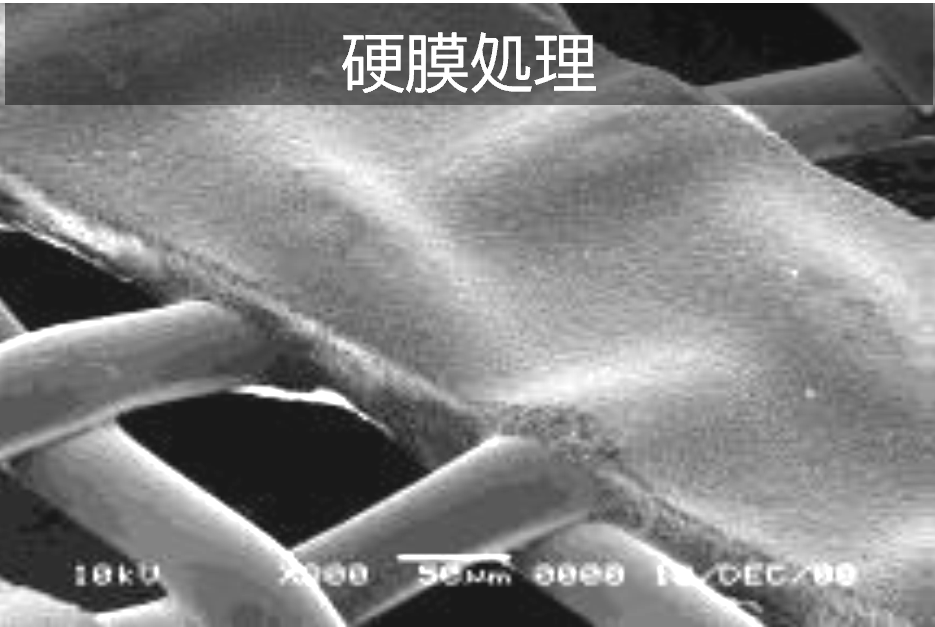
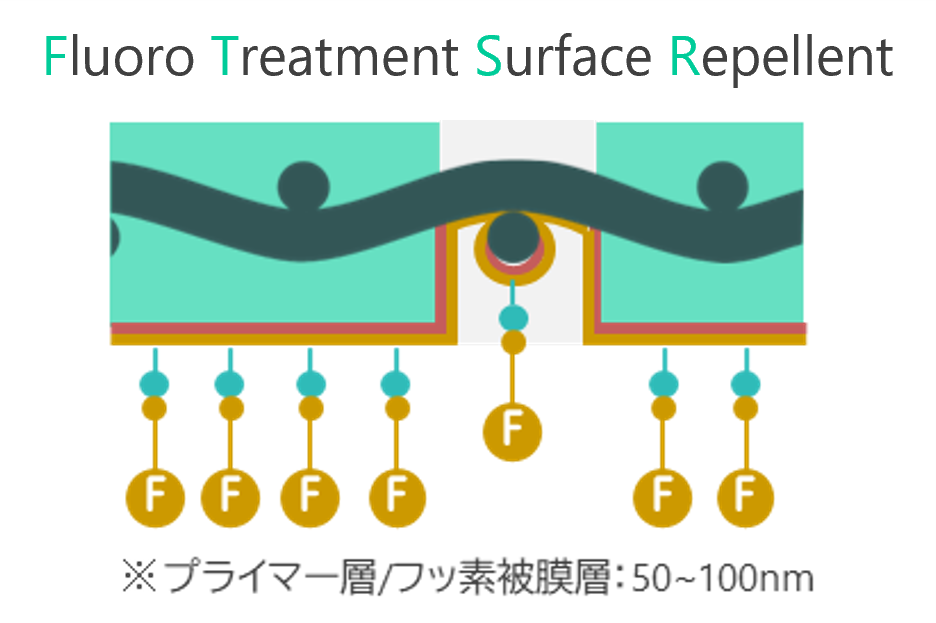
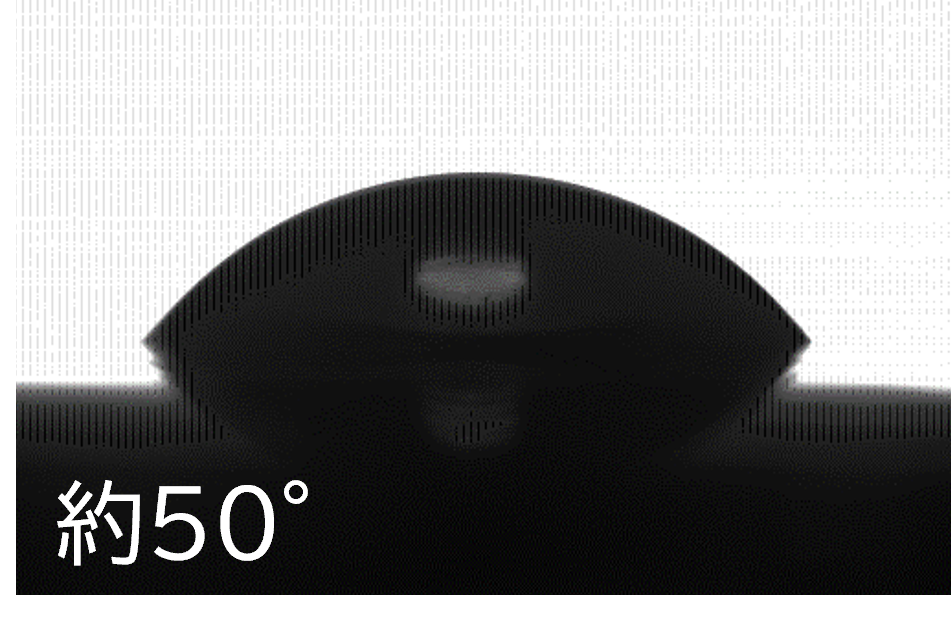
FT-SR/FT-SRP
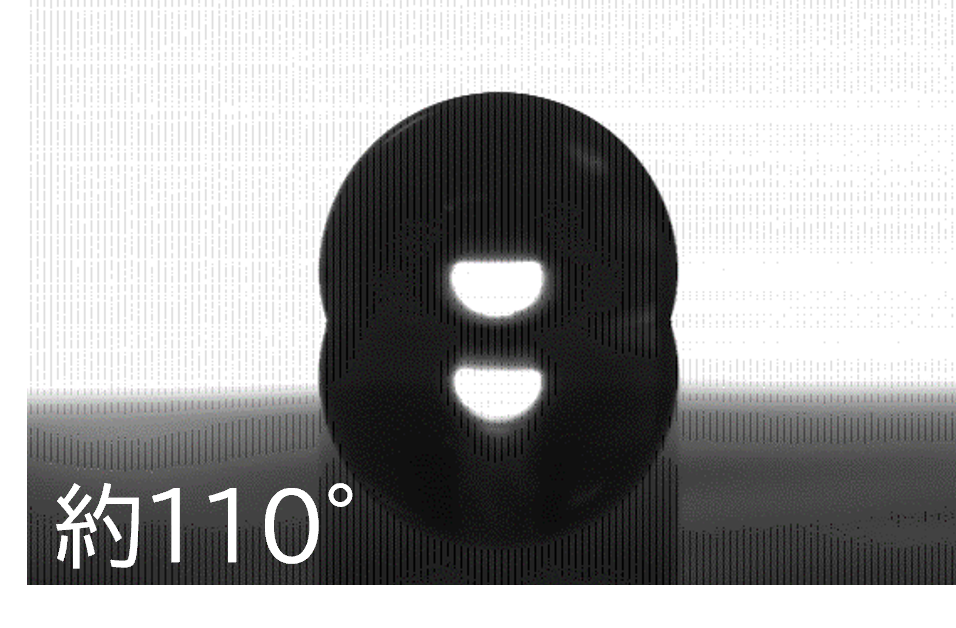
感光材やメッシュに、はつ液性を付与する加工です。
印刷時のインク / ペーストにじみ(裏回り)を抑制します。
印刷やマスク洗浄を繰り返しても撥液性を長期間維持します。

FT加工
感光材やメッシュに、はつ液性を付与する加工です。
印刷時のインク / ペーストにじみ(裏回り)を抑制します。
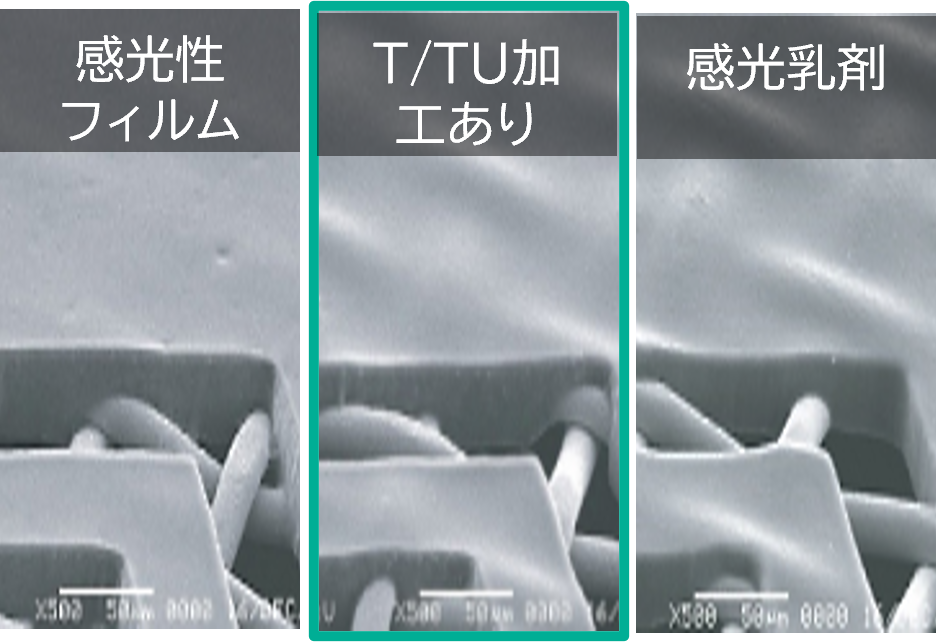
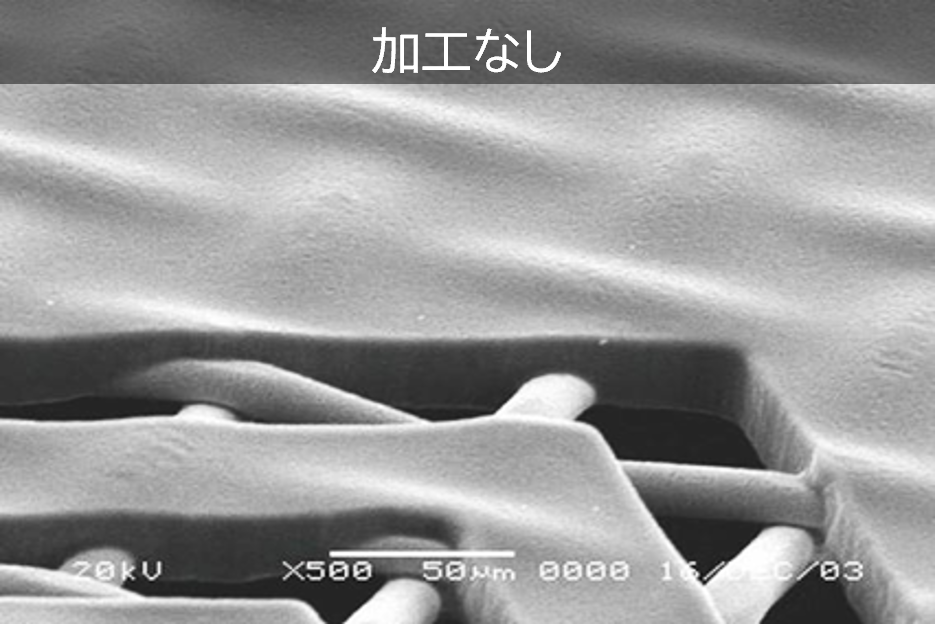
T加工/TU加工
直間法のメリットである厚み均一性や直線性を生かしつつ、平滑面を多少凹凸にすることで、印刷時に基材と密着しすぎることで発生する”カスレ”が抑制されます。
(感光性フィルム専用オプション)
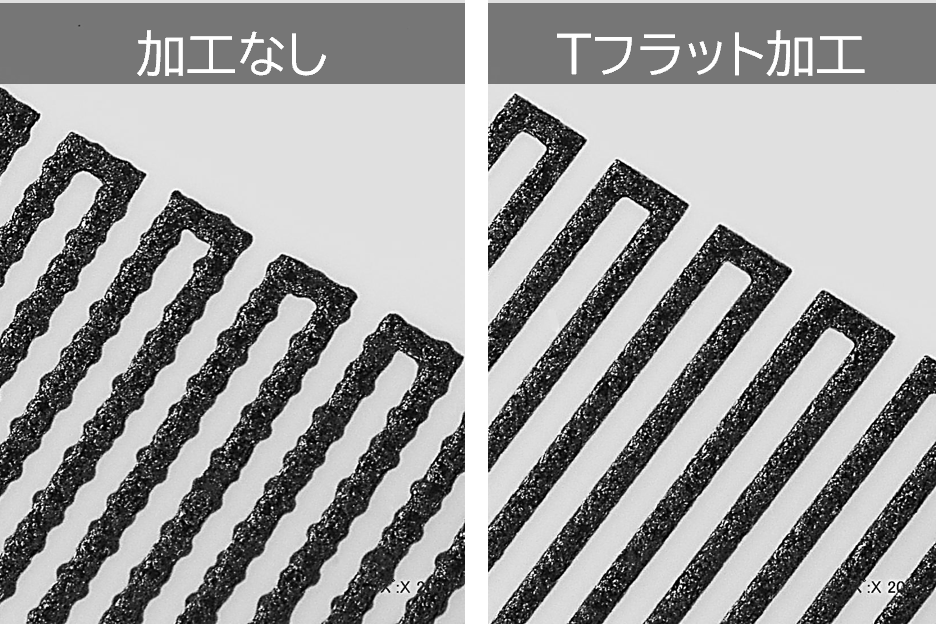
T-フラット加工
T-フラット加工は、面平滑性を極限まで向上します。鏡面に近い仕上がりで、印刷時のインク / ペーストにじみを抑制します。

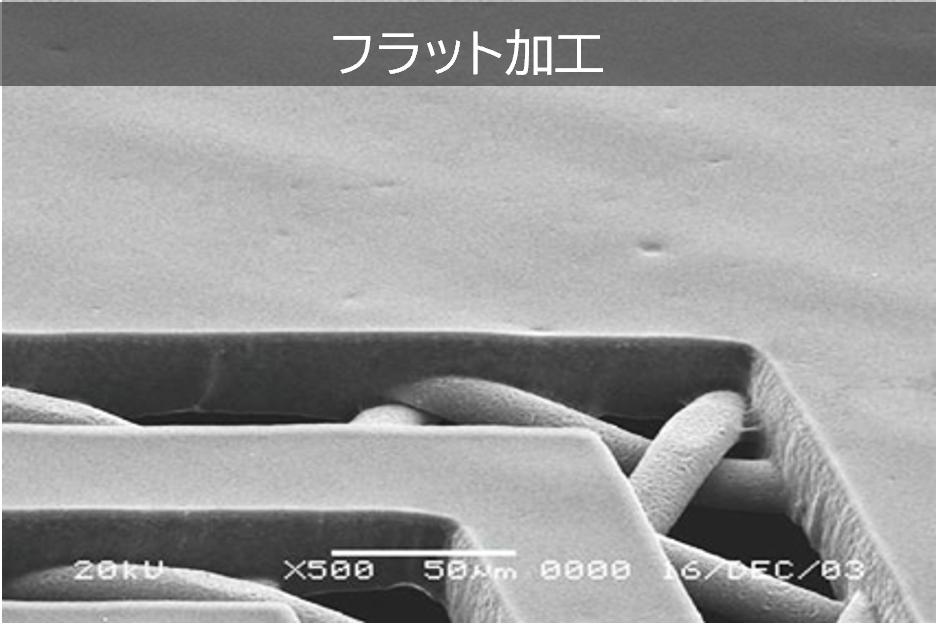
フラット加工
フラット加工は、乳剤厚みが薄いスクリーンマスクの印刷時のインク / ペーストにじみを抑制します。
(感光乳剤(液体タイプ)専用オプション)
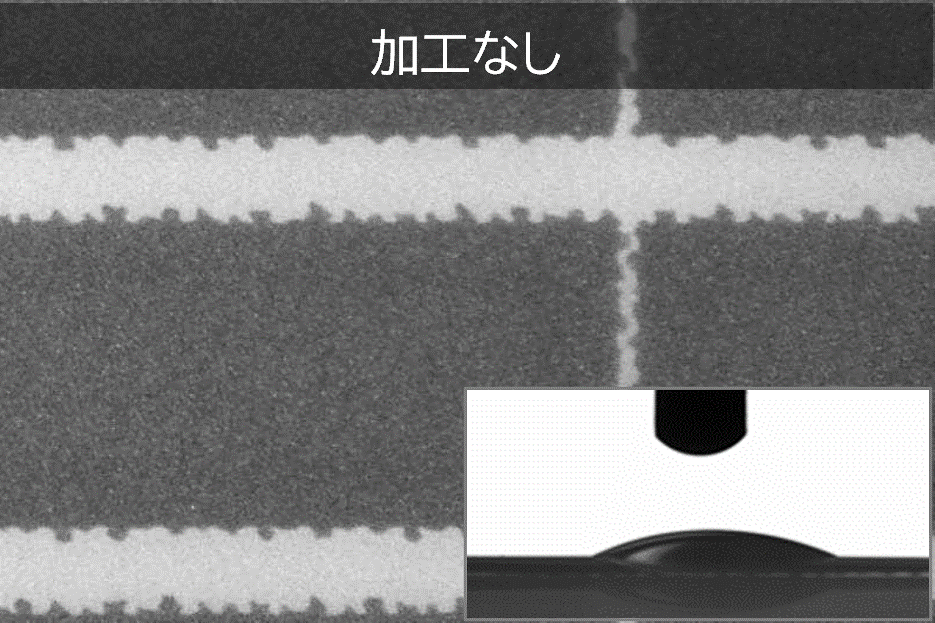
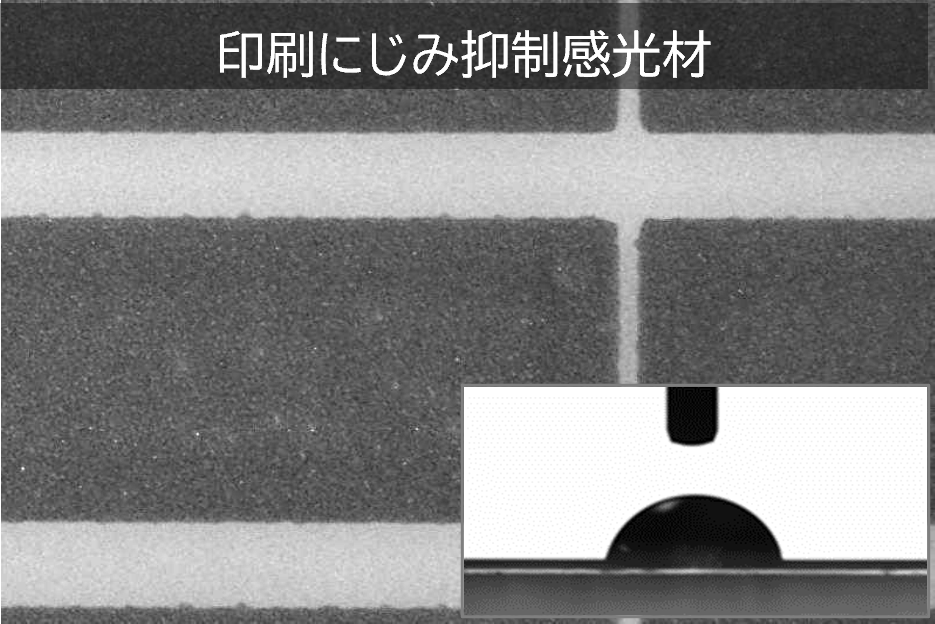
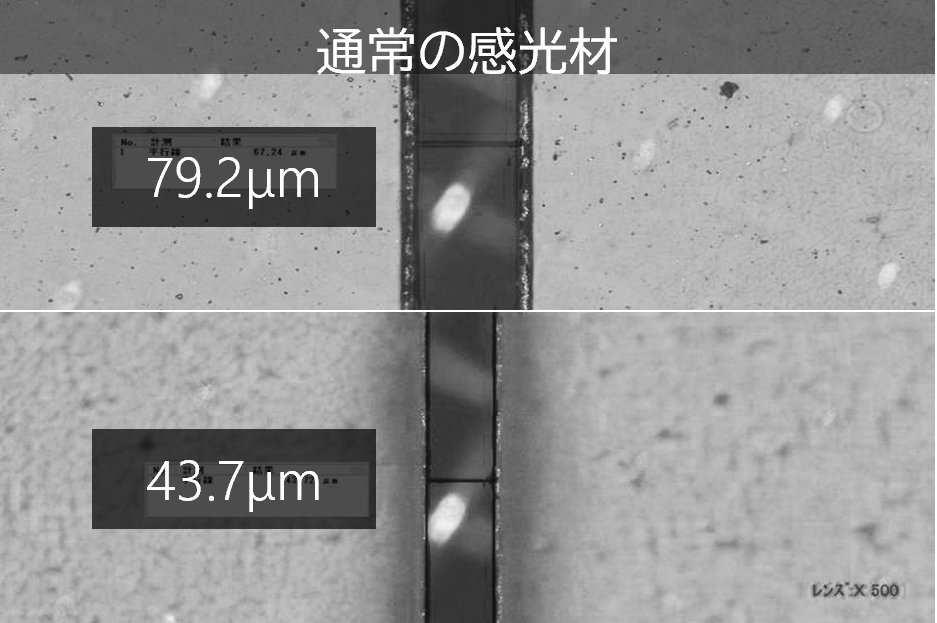
印刷にじみ抑制感光材
印刷時のインク / ペーストにじみ(裏回り)を抑制し、スクリーンマスクの洗浄も容易になります。
また、感光材自体が撥液性を有し、撥液効果を持続させるタイプもあります。
(スクリーンマスクのオプションとしてのみ選択可能)
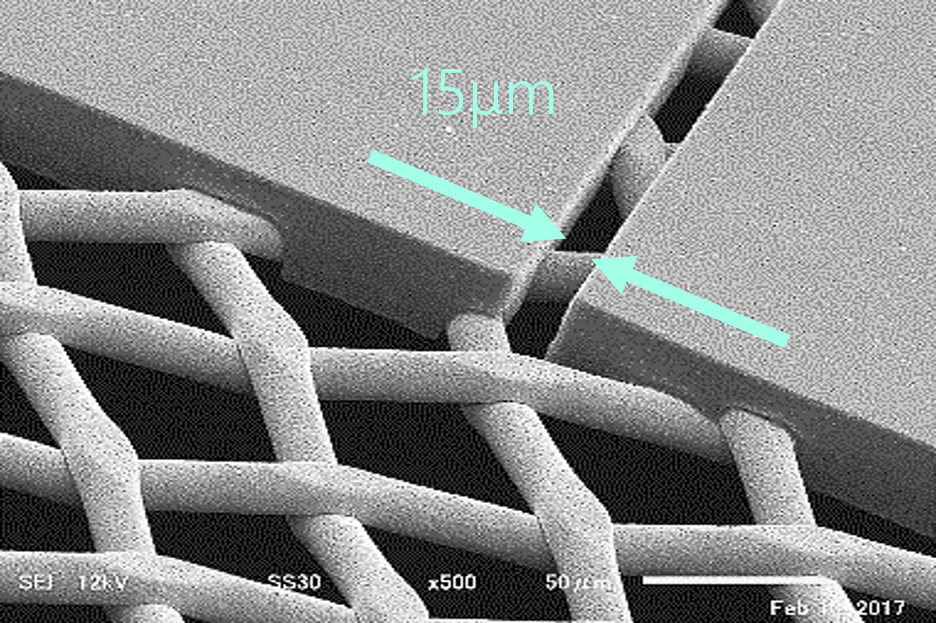
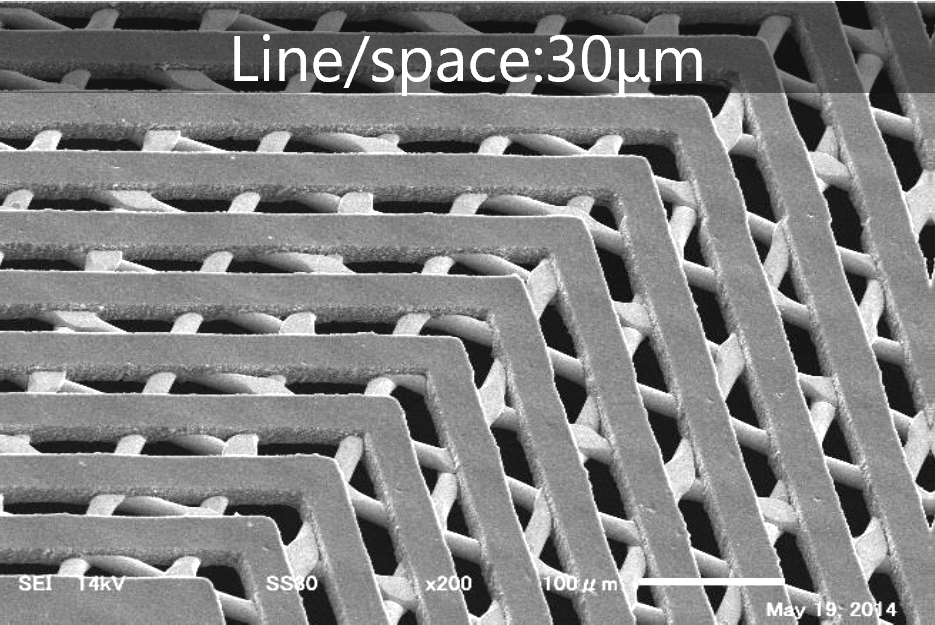
次世代超高解像特殊感光材
超高解像特殊感光材の解像性をさらに向上させた感光材です。
最小15μmまでのファインラインが量産可能です。
(スクリーンマスクのオプションとしてのみ選択可能)
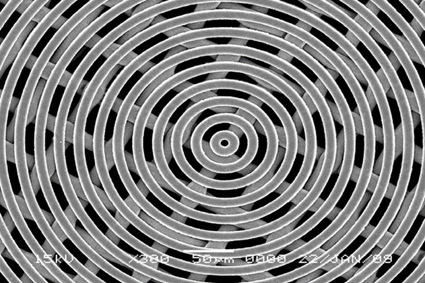
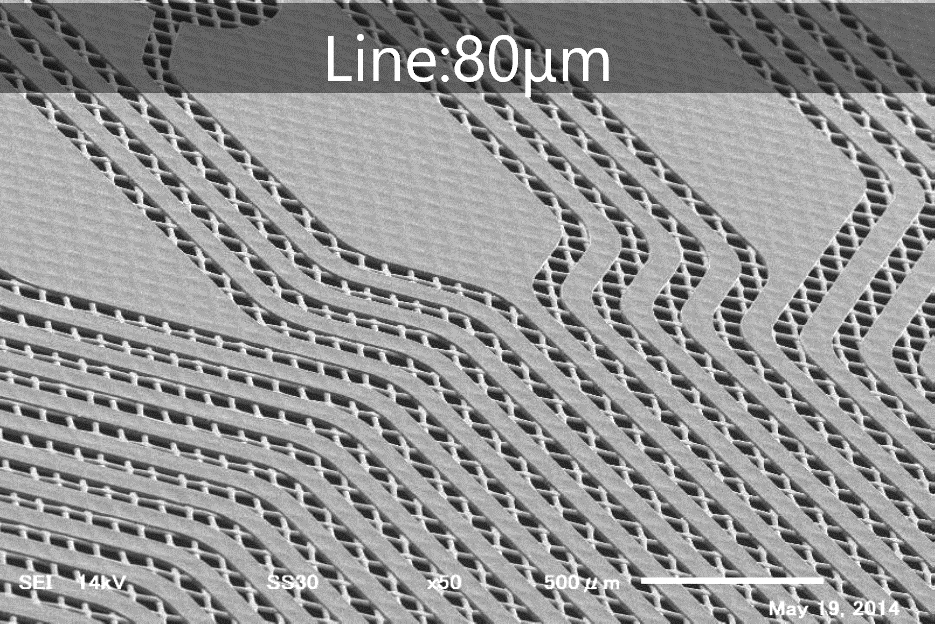
超高解像特殊感光材
超高解像と高耐溶剤性を両立した特殊感光材で、ファインライン印刷に最適です。
(スクリーンマスクのオプションとしてのみ選択可能)
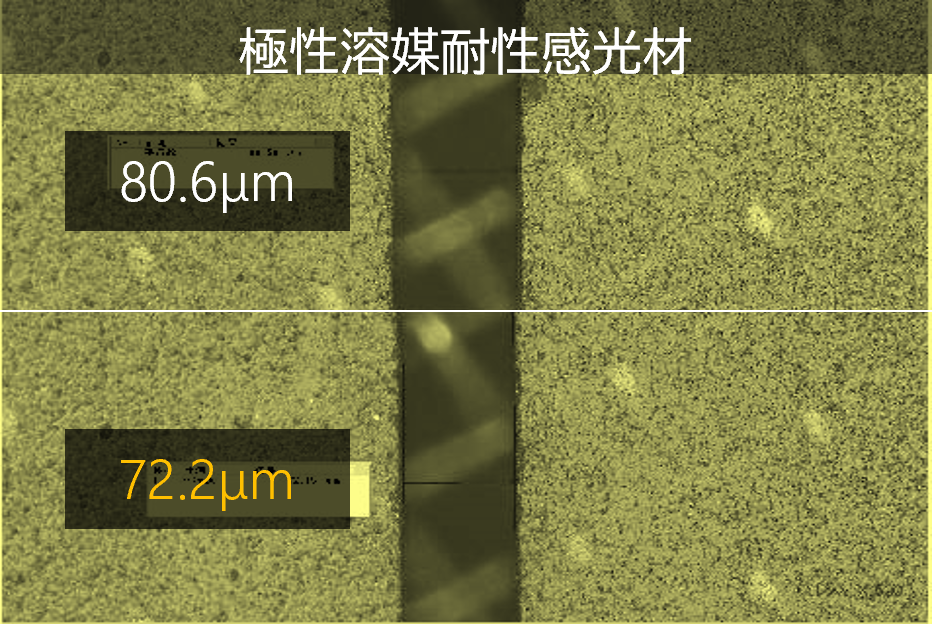
極性溶媒耐性感光材
NMP(エヌメチルピロリドン)やアルコールなどの極性溶剤への耐性を持つ専用感光乳剤です。
(スクリーンマスクのオプションとしてのみ選択可能)
高解像感光性フィルム
社内製版のみに使用している、高解像の感光性フィルムです。
(スクリーンマスクのオプションとしてのみ選択可能)
高解像感光乳剤
社内製版のみに使用している、高解像の感光乳剤です。
(スクリーンマスクのオプションとしてのみ選択可能)
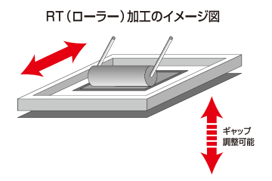
紗張りローラー処理
疑似印刷負荷により“残留応力”を開放することで印刷の“初期”に発生する大きな寸法変動を抑制。位置精度向上させます。
※疑似印刷:実際には硬質ウレタンのローラーで処理しているため、ダメージはありません。
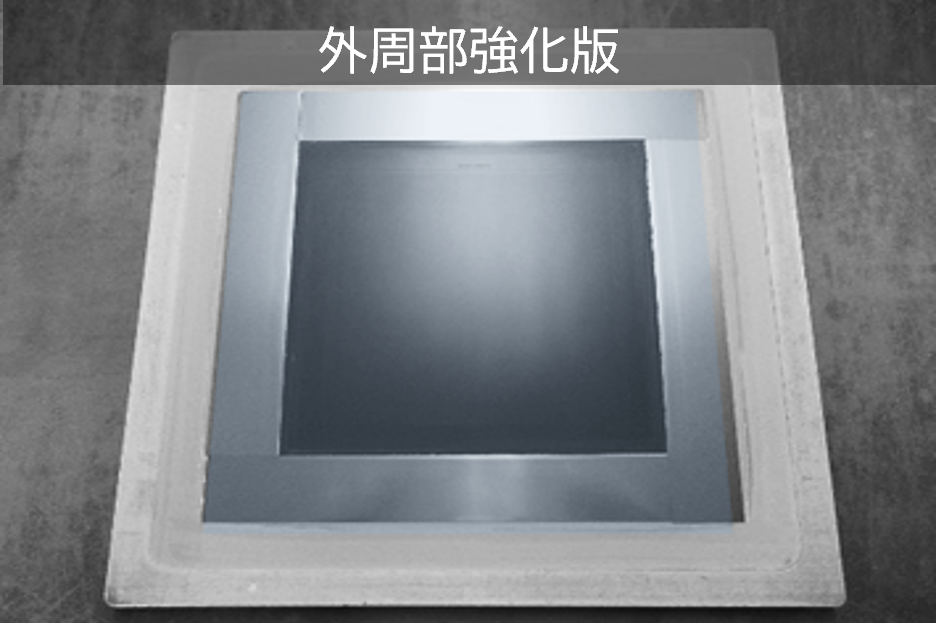
外周部強化
コンビ版の外周部(ポリエステルメッシュ部)を金属箔で補強し剛性を上げることで、製版位置精度の向上・印刷時の経時変化を抑制できます。
現行版に発生する印刷初期の寸法変動、および印刷中のストレスによる寸法変動の抑制に効果があります。

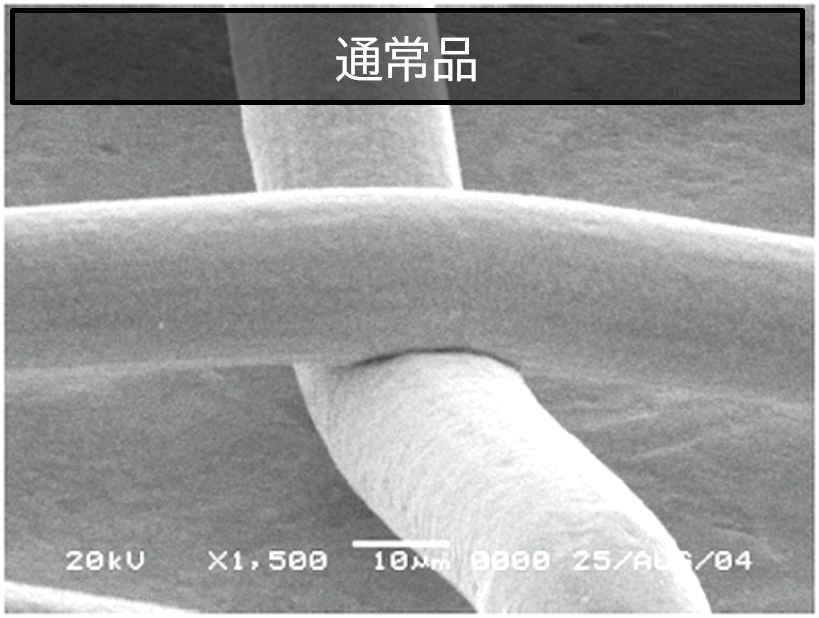
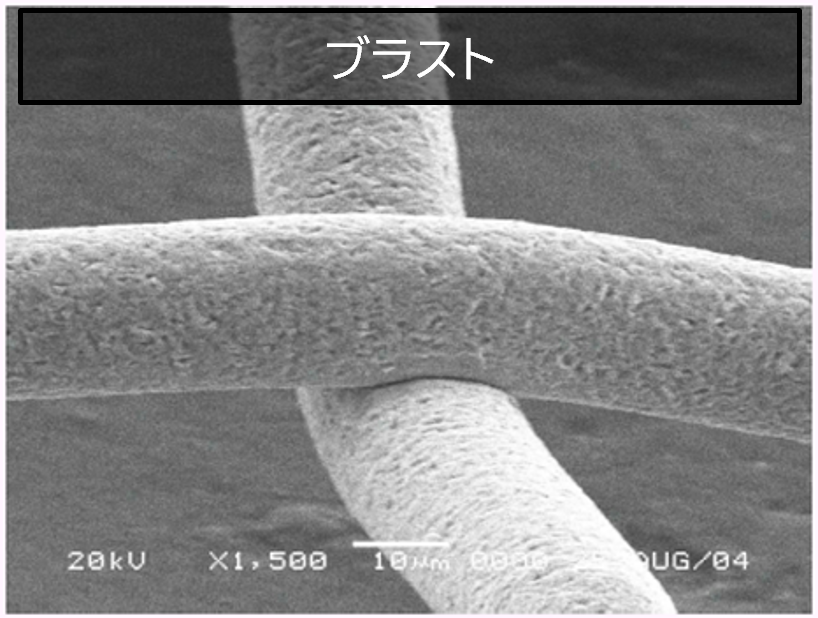
ブラスト加工
感光材の支持体であるメッシュへ、ブラスト加工を施すことで露光時のハレーション抑制による製版解像性向上と密着性の向上ペーストの濡れ性改善によるペースト透過性向上が期待できます。
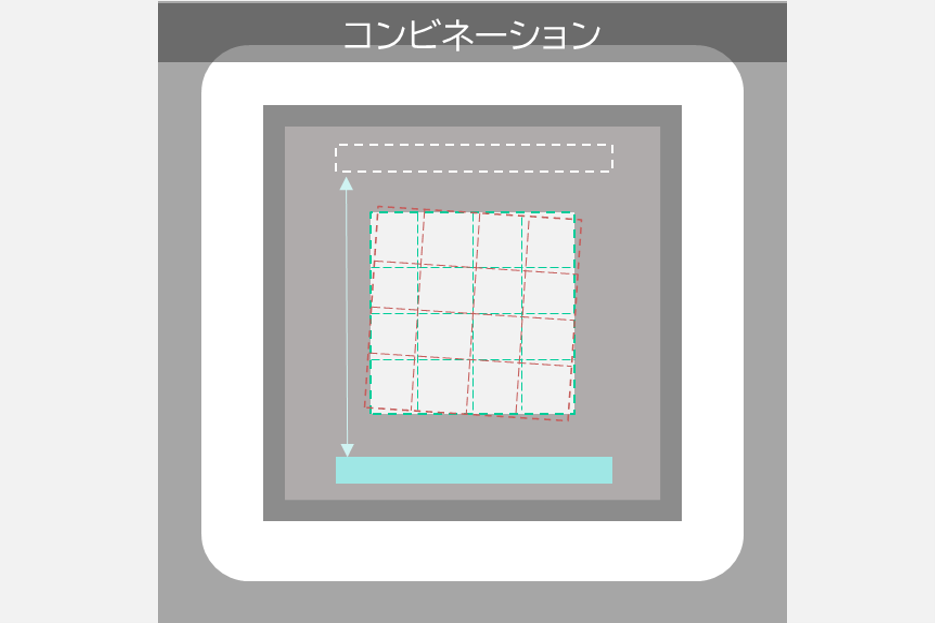
コンビネーション
ステンレス直張りのスクリーンマスクと比較して、印刷性向上、印刷時の歪みを抑制します。
また高価なステンレスメッシュの材料費の節減効果もあります。
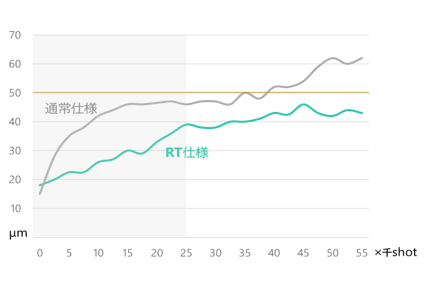
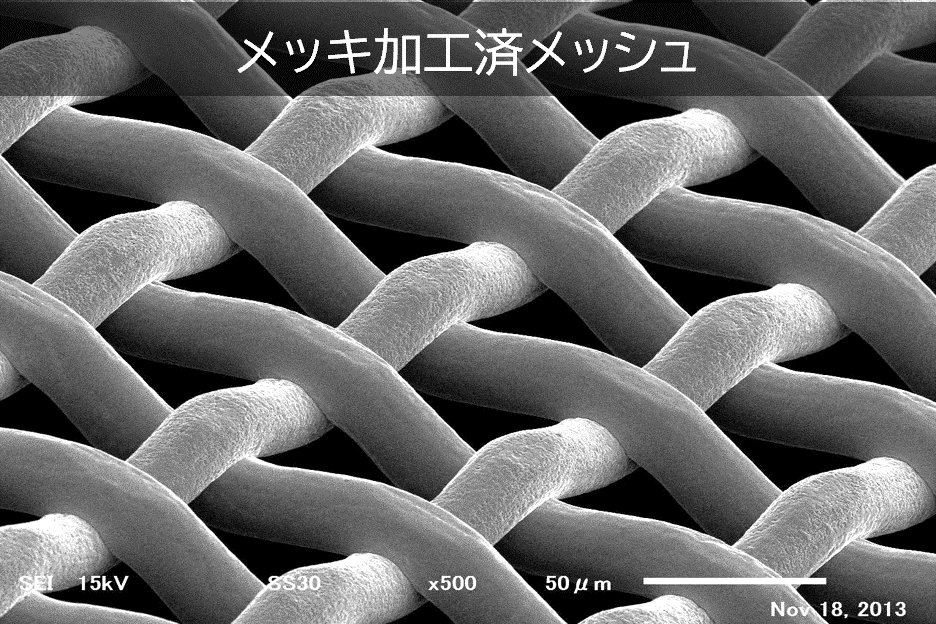
メッキ加工
メッシュを交点までニッケルめっきで被覆することで、印刷時の歪みを抑制します。
印刷位置精度の維持・向上により、印刷ショット数増加、耐久性の向上も見込めます。
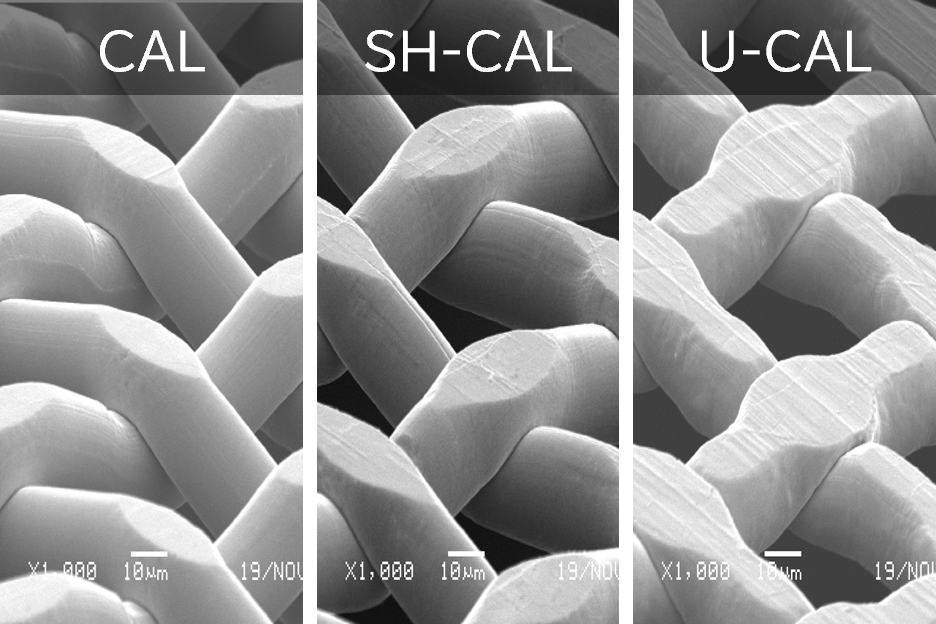
カレンダー加工
ロール圧延装置を用い、1um単位での紗厚指定可能です。(一部制限有り)加工強度を増して紗厚を薄くするに従い伸びにくいメッシュとなり、印刷位置精度が向上します。
※ブラスト加工追加でメッシュ交点裏側へのペースト透過性も向上します。
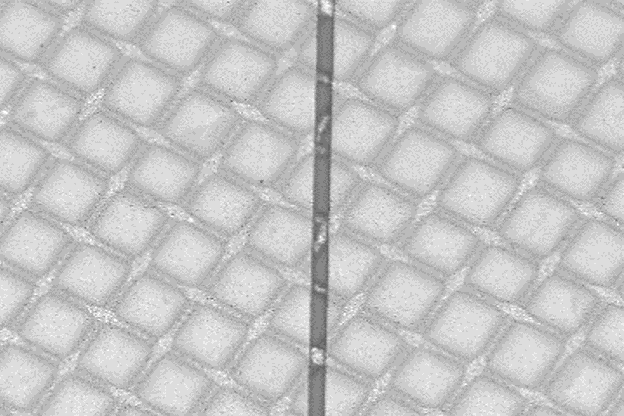
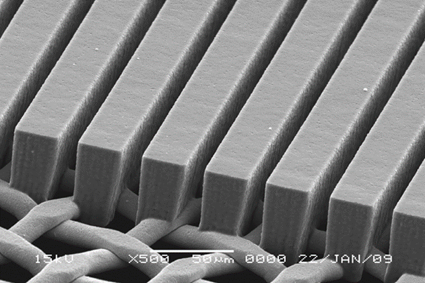
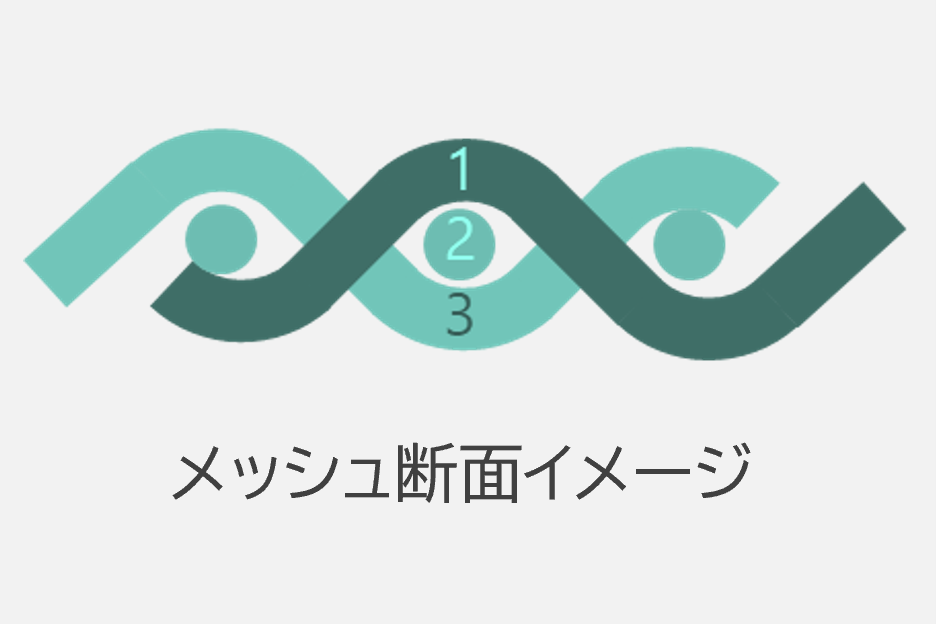
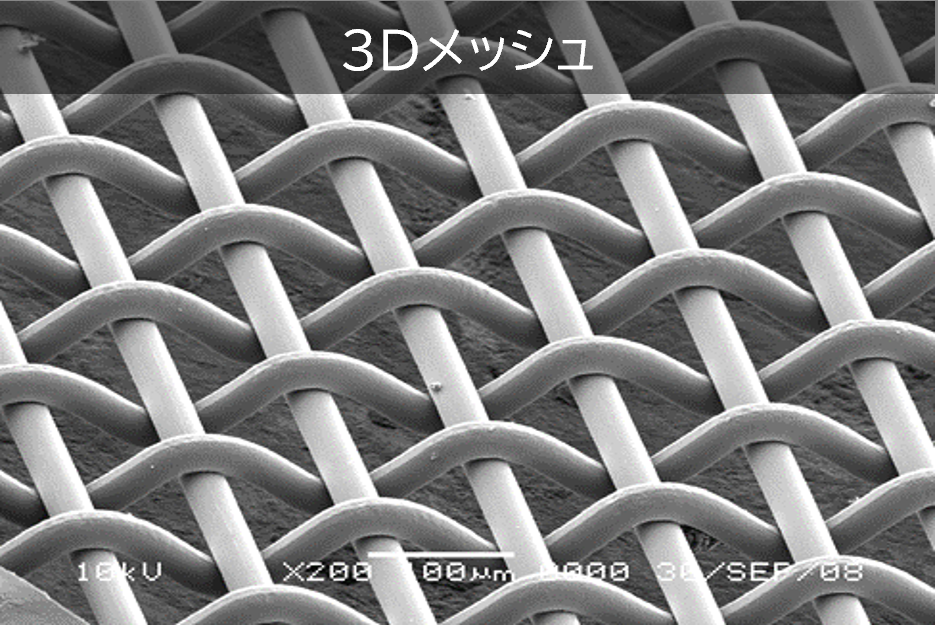
3Dメッシュ
3Dメッシュは一方の糸だけを折り曲げて加工した独自の構造を持ち、紗厚は線径のおよそ3倍です。
被印刷物に触れるメッシュ交点が少なく、レベリング性、印刷膜厚の均一性にも寄与します。
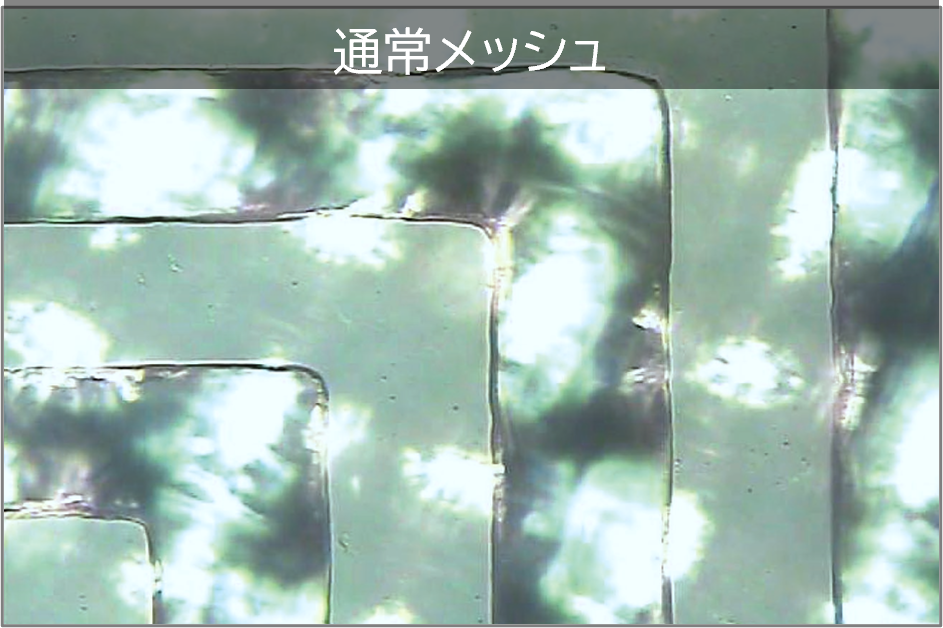
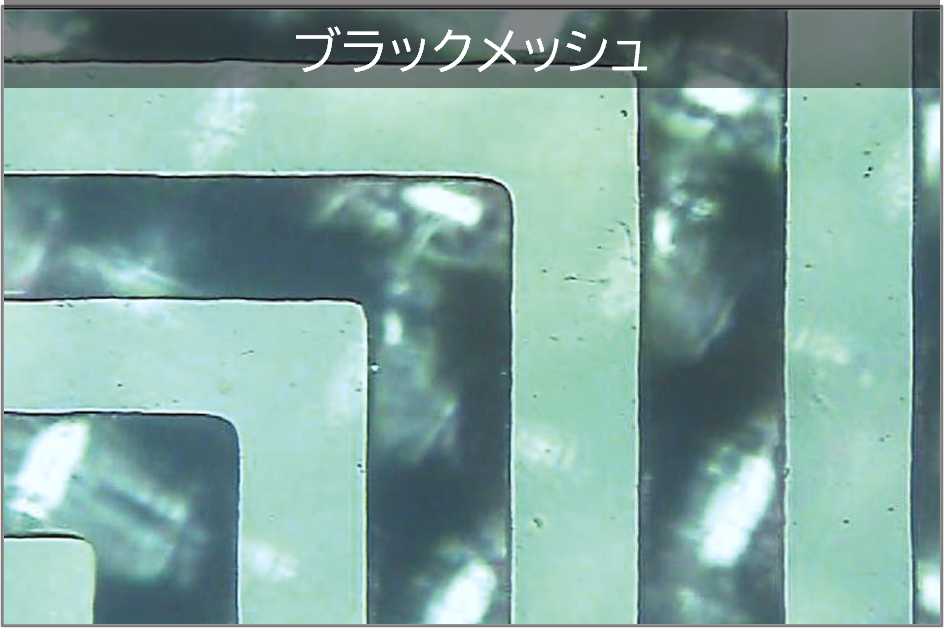
ブラックメッシュ
ステンレス表面を黒化処理することで、露光時の乱反射を防止すると共に、乳剤壁面をクリアに解像します。
※また、ブラスト加工と併用することで効果が向上します。
タングステンメッシュ
金属系メッシュの内、素材にタングステンを使用したメッシュです。
ステンレスメッシュよりも更に伸びにくく、高強度になります。
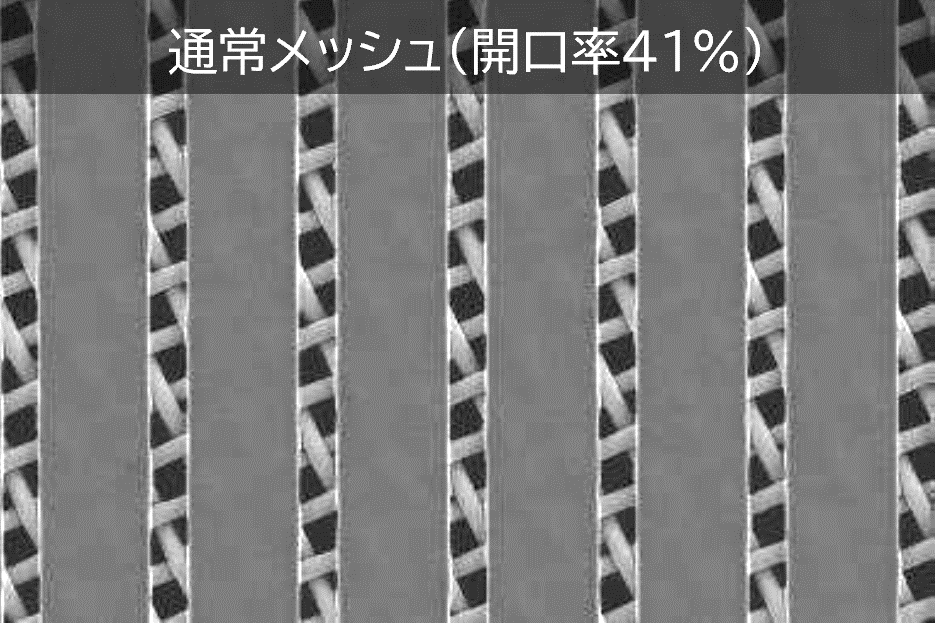
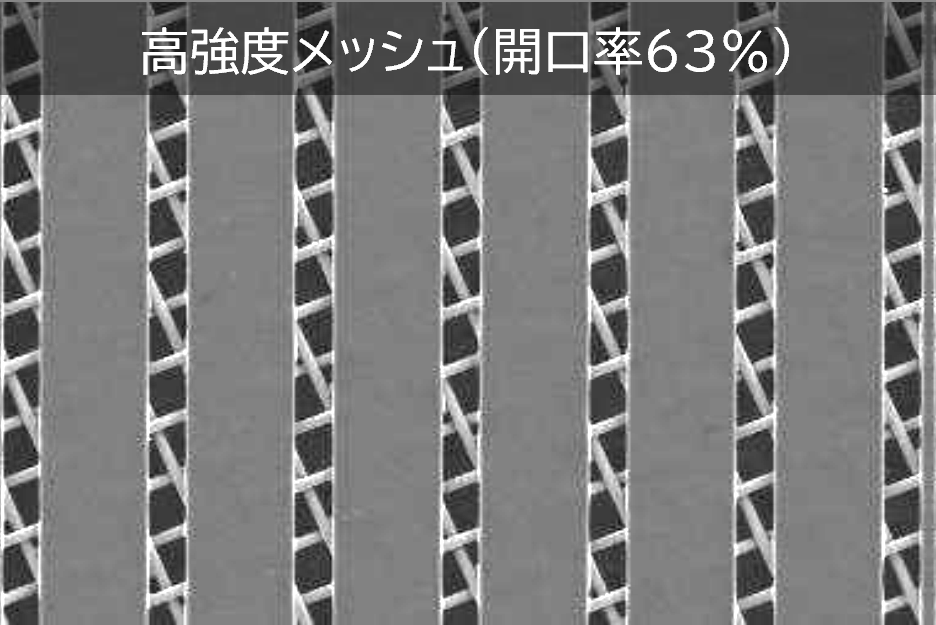
高強度ステンレスメッシュ
スタンダード品と比較し、3倍の強度を有する高強度・低伸度材料を使用しております。
60%の高開口率で製網されており、ペーストの吐出量も増加します。